
알루미늄이 모터 하우징 설계를 지배하는 이유
는 알루미늄 전기 모터 케이싱 산업용, 상업용 및 자동차 모터 애플리케이션 전반에 걸쳐 기본 선택이 되었습니다. 그럴 만한 이유가 있습니다. 알루미늄 합금은 단일 경쟁 소재가 완벽하게 복제할 수 없는 저밀도, 높은 열 전도성, 내부식성, 뛰어난 기계 가공성 등의 특성 조합을 생산량에 따라 효율적으로 확장되는 비용으로 제공합니다.
알루미늄 장점의 핵심은 열 관리입니다. 전기 모터는 작동 중에 지속적으로 열을 발생시키며, 하우징은 권선, 베어링 및 절연체의 조기 저하를 방지할 수 있을 만큼 빠르게 열을 방출해야 합니다. 알루미늄의 열전도율은 대략 150~200W/m·K — 주철보다 약 4~5배 높음 — 모터 설계자는 하우징 크기를 늘리거나 외부 냉각 시스템을 추가하지 않고도 작동 온도를 안전한 한계 내에서 유지할 수 있습니다.
알루미늄 모터 케이싱으로의 전환을 촉진하는 추가 요인:
- 무게 감소: 알루미늄은 주철 밀도의 약 1/3입니다. 지게차, 전기 자동차, 산업용 로봇 등 모바일 플랫폼의 경우 모터 하우징에서 1kg이 절약되면 배터리 범위가 직접 연장되거나 동적 성능이 향상됩니다.
- 내식성: 알루미늄은 자연적으로 보호 산화물 층을 형성하므로 많은 응용 분야에서 추가 보호 코팅 없이 습하고 습하거나 화학적으로 활성인 환경에 적합합니다.
- EMI 차폐: 알루미늄 인클로저는 전자기 간섭을 효과적으로 감쇠시켜 민감한 모터 제어 전자 장치를 외부 소음으로부터 보호하고 모터 자체 스위칭 주파수가 외부로 방출되는 것을 방지합니다.
- 재활용성: 알루미늄은 1차 생산에 필요한 에너지의 약 5%만 사용하여 100% 재활용 가능하며, 유럽 및 아시아 자동차 시장에서 점점 더 의무화되는 순환 경제 목표를 지원합니다.
알루미늄 전기 모터 케이싱: 합금 및 제조 방법
모든 알루미늄 모터 케이스가 동일한 방식으로 제작되는 것은 아닙니다. 제조 공정에 따라 달성 가능한 공차, 표면 마감, 벽 두께, 궁극적으로 완성된 부품의 열 및 구조적 성능이 결정됩니다. 세 가지 방법이 생산을 지배합니다.
다이 캐스팅
고압 다이캐스팅(HPDC)은 0.5~30kW 범위의 중대형 모터 하우징에 가장 일반적인 공정입니다. 용융 알루미늄 - 일반적으로 A380 또는 ADC12 합금 — 700 – 1,400 bar의 압력으로 강철 다이에 주입되어 30 – 90초의 사이클 시간 내에 거의 그물 형태의 부품을 생산합니다. 다이 캐스팅을 사용하면 단일 작업으로 통합 장착 보스, 냉각 핀 배열 및 도관 진입점을 포함한 복잡한 형상을 구현할 수 있습니다. ±0.1~0.3mm의 치수 공차가 표준이며 대부분의 모터 보어 및 엔드 벨 장착에 충분합니다.
압출
압출 produces a continuous aluminum profile that is then cut to length and finish-machined into the motor casing. This process is particularly well-suited to tubular motor housings with a constant cross-section — the standard architecture for many servo motors, linear motors, and the 지게차 압출 모터 하우징 다음 섹션에서 논의됩니다. 압출 모터 케이싱에 사용되는 일반적인 합금은 다음과 같습니다. 6061-T6 및 6063-T5 , 강도, 압출성 및 기계 가공성의 균형을 위해 선택되었습니다. 벽 두께를 1.5mm까지 낮출 수 있어 구조적 강성을 희생하지 않고도 무게를 최소화할 수 있습니다.
모래 주조 및 중력 주조
대형 모터 프레임(일반적으로 프레임 크기 55kW 이상)과 소량 맞춤 주문의 경우 모래 주조 또는 중력(영구 주형) 주조가 HPDC보다 낮은 툴링 비용을 제공합니다. 다음과 같은 합금 A356-T6 표준이며 열처리 후 인장강도 220 – 280 MPa를 제공합니다. 표면 마감 및 치수 일관성은 다이 또는 압출 방법보다 낮으므로 추가 가공 스톡이 주조 설계에 고려됩니다.
| 프로세스 | 일반적인 합금 | 일반적인 공차 | 최고의 대상 |
|---|---|---|---|
| 고압 다이 캐스팅 | A380, ADC12 | ±0.1~0.3mm | 대용량, 복잡한 형상, 0.5 – 30kW |
| 압출 CNC Machining | 6061-T6, 6063-T5 | ±0.05~0.15mm | 관형 하우징, 서보 및 지게차 모터 |
| 모래 / 중력 주조 | A356-T6 | ±0.5~1.5mm | 대형 프레임(>55kW), 소량 맞춤형 |
지게차 압출 모터 하우징: 설계 우선순위 및 요구사항
는 지게차 압출 모터 하우징 모터 인클로저가 직면하는 가장 까다로운 환경 중 하나에서 작동합니다. 창고 바닥의 지속적인 진동, 배터리 산성 증기에 대한 노출, 유압 오일 미스트, 실내와 실외 환경 간의 열 순환, 부하 충격으로 인한 기계적 충격. 구동계를 가능한 한 작고 가볍게 유지하면서 이러한 조건을 충족하면 설계 요구 사항이 매우 엄격해집니다.
진동 및 충격에 따른 구조적 무결성
지게차 견인 및 유압 모터는 일반적으로 진동 차단 없이 섀시 또는 유압 블록에 직접 장착됩니다. 따라서 하우징은 지속적인 순환 하중 하에서 장착 보스와 베어링 시트의 피로 균열을 견뎌야 합니다. 6061-T6 알루미늄 310 MPa의 인장 강도와 276 MPa의 항복 강도는 팔레트 픽업 및 도크 플레이트 위로 이동하는 동안 생성되는 충격 하중에 대해 충분한 여유를 제공하기 때문에 압출 지게차 하우징에 선호되는 선택입니다. 장착 플랜지 형상은 일반적으로 볼트 사전 하중을 수용하고 경계면에서 프레팅 부식을 방지하기 위해 최소 구조적 요구 사항보다 20~30% 더 두꺼워집니다.
밀봉 및 IP 등급
대부분의 지게차 모터 하우징 대상 IP54 또는 IP65 보호 — 창고 세척 작업으로 인한 물 분사로부터 먼지를 완벽하게 제거하고 보호합니다. 압출 알루미늄 하우징으로 이를 달성하려면 강철-알루미늄 인터페이스에서 갈바닉 부식을 방지하기 위해 정밀 가공된 엔드 벨 결합면(표면 마감 Ra ≤ 1.6μm), 연속 O-링 홈 및 스테인리스강 패스너가 필요합니다. 도관 진입점은 단순한 녹아웃이 아닌 압축 글랜드 피팅을 사용합니다.
는rmal Management in a Confined Space
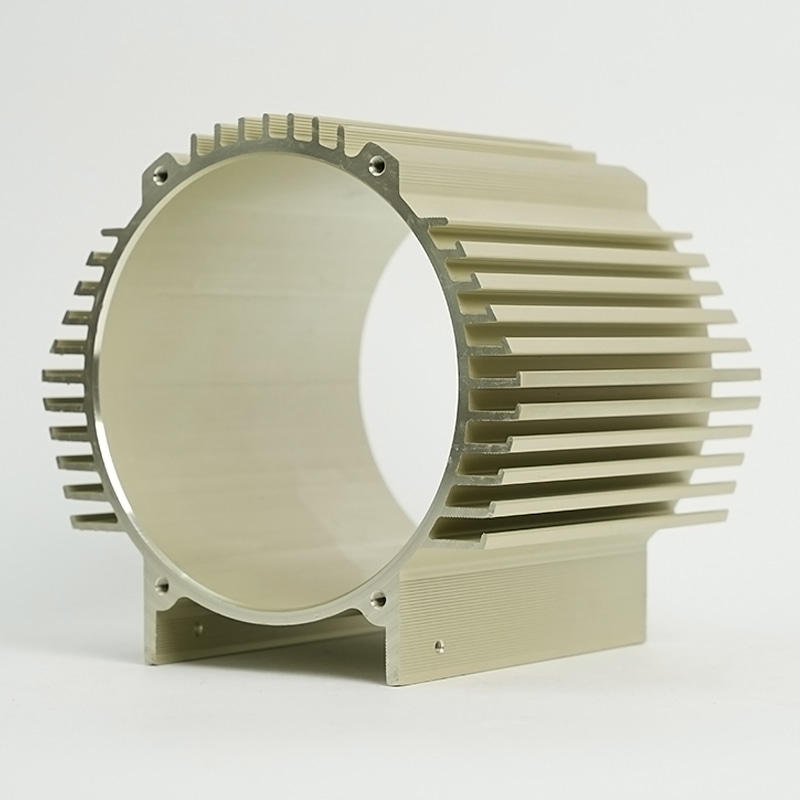
지게차 모터는 종종 높은 듀티 사이클(수톤에 달하는 부하를 반복적으로 가속 및 감속)로 작동하여 물리적으로 컴팩트한 패키지에서 상당한 열을 발생시킵니다. 이 응용 분야의 압출 하우징에는 다음과 같은 요소가 자주 포함됩니다. 세로 외부 핀 압출 다이에서 직접 형성되어 동일한 크기의 일반 벽 실린더에 비해 대류 냉각을 위한 표면적이 60 – 120% 증가합니다. 일부 설계에는 응용 분야에서 필요할 때 강제 액체 냉각을 허용하는 내부 나선형 홈이나 축 채널이 추가됩니다.
알루미늄 펌프 모터 하우징: 부식 방지 및 유체 호환성
는 알루미늄 펌프 모터 하우징 일반 전기 모터 케이스와 많은 설계 원칙을 공유하지만 대부분의 건조 환경 모터에는 없는 고유한 화학적 호환성 문제에 직면해 있습니다. 펌핑 매체(물, 폐수, 농약, 연료, 식품 등급 유체 또는 부식성 산업용 액체)에 따라 모터 하우징 주변의 외부 환경은 매우 공격적일 수 있습니다.
습한 환경을 위한 합금 선택
깨끗한 담수 또는 HVAC 냉수 펌프 응용 분야에서는 표준 A380 다이캐스트 또는 6061 압출 알루미늄 추가 치료 없이도 잘 수행됩니다. 그러나 다음과 관련된 애플리케이션:
- 바닷물 또는 소금물: 염화물 저항성을 위해 마그네슘 함량이 더 높은 5000 시리즈 합금(예: 5052, 5083)이 필요하거나 ≥ 25 µm 두께로 밀봉된 양극 산화 처리된 양극 산화 처리된 6061이 필요합니다.
- 농약 또는 비료: 종종 표준 산화알루미늄 층을 공격하는 암모늄 화합물이 포함됩니다. 알루미늄 쉘 위의 에폭시 분말 코팅 또는 내화학성 PTFE 코팅이 표준 관행입니다.
- 식품 및 음료 가공: 제품 흐름과 접촉할 수 있는 원시 알루미늄이 노출되지 않고 FDA 규정을 준수하는 양극 산화 처리되거나 도색된 표면이 필요합니다. 틈이 없는 외부 디자인으로 박테리아 번식을 방지합니다.
수중 및 근접 결합 설계
펌프 모터 하우징은 크게 두 가지 설치 유형으로 나뉩니다. 밀착형 펌프 모터 공유 샤프트를 사용하여 펌프 헤드 바로 뒤에 장착합니다. 모터 하우징은 물 튀김과 증기에 노출되지만 물에 잠기지 않으므로 일반적으로 IP55 등급의 표준 알루미늄 다이캐스트 하우징이 적합합니다. 수중 펌프 모터 하우징이 압력 용기 역할을 해야 합니다. 알루미늄 쉘은 모든 밀봉 인터페이스에서 방수 무결성을 유지하면서 외부 정수압(일반적으로 시추공 펌프의 경우 3~10bar)을 견뎌야 합니다. 수중 하우징의 벽 두께 계산은 압력 용기 설계 코드(ASME 섹션 VIII 또는 EN 13445)를 따르며 설계 압력에 3 – 4×의 안전 계수가 적용됩니다.
펌프 모터 알루미늄 하우징의 표면 처리
는 right surface treatment dramatically extends service life in pump environments. Common options and their typical use cases:
- 경질 아노다이징 처리(유형 III): 비커스 경도가 400 – 600 HV인 25 – 75 µm 산화알루미늄 층을 생성합니다. 마모에 노출된 표면과 약한 화학적 환경에 이상적입니다. 6061 및 6063 합금에 비용 효과적입니다.
- 에폭시 파우더 코팅: 60 – 100 µm 필름 두께; 탁월한 염수 분무 저항성(ASTM B117에 따라 1,000 – 3,000시간); 농업 및 해양 스플래시 구역에 적합합니다. 철저한 표면 준비(크로메이트 변환 또는 지르코네이트 전처리)가 필요합니다.
- 무전해 니켈 도금: 복잡한 내부 형상에서도 균일한 코팅이 가능합니다. 양극 산화 처리가 전해질과 호환되지 않는 화학 공정 펌프 모터에 부식 및 내마모성을 제공합니다.
- 크로메이트 화성 코팅(알로다인/이리다이트): 얇은(1 – 5 µm) 전도성 코팅은 주로 프라이머로 사용되거나 표면 전도성이 쉘 전체에 걸쳐 유지되어야 하는 EMI 중요 하우징에 사용됩니다.
알루미늄 모터 하우징 지정: 주요 매개변수 체크리스트
소싱 여부 알루미늄 전기 모터 케이싱 , 지게차 압출 모터 하우징 , 또는 알루미늄 펌프 모터 하우징 , 사양 프로세스는 공급업체가 목적에 맞는 부품을 제공할 수 있도록 다음과 같은 중요한 매개변수를 포착해야 합니다.
- 모터 프레임 크기 및 IEC/NEMA 지정: 보어 직경, 엔드 벨 볼트 원, 샤프트 돌출 간격 및 장착 풋 치수를 정의합니다. 모두 관련 표준의 허용 오차를 준수해야 합니다.
- 전력 등급 및 듀티 사이클: 열 방출 및 구조적 하중에 대한 벽 두께를 결정합니다. S1(연속) 듀티를 실행하는 10kW 모터는 S3(간헐) 듀티의 동일한 프레임보다 더 공격적인 열 설계가 필요합니다.
- IP / NEMA 보호 등급: 엔드 벨 형상, 개스킷 홈 치수 및 패스너 선택에 직접적인 영향을 미치는 밀봉 요구 사항을 지정합니다.
- 운영 환경: 화학물질 노출 여부, 침수, 세척, 진동 수준(ISO 10816 심각도 영역) 및 주변 온도 범위를 확인합니다.
- 합금 및 성미: 필요한 합금을 명시적으로 명시하십시오. 해당 응용 분야에 특정 강도, 기계 가공성 또는 부식 요구 사항이 있는 경우 이를 공급업체의 재량에 맡기지 마십시오.
- 표면 처리 및 마감: 코팅 유형, 최소 두께, 접착력 테스트 표준 및 색상 요구 사항을 지정합니다. 해당 표준을 참조하십시오(양극산화 처리의 경우 MIL-A-8625, 염수 분무 테스트의 경우 ASTM B117).
- 중요한 공차: 보어 진원도(원형도), 베어링 시트 직경 및 맞춤 등급(일반적으로 H7/k6 또는 H7/m6), 보어 축에 대한 면 직각도를 확인합니다. 이는 베어링 수명과 진동 수준에 직접적인 영향을 미칩니다.
- 인증 및 문서: 모든 생산 배치에 대해 EN 10204 3.1 또는 3.2에 따른 재료 테스트 보고서(MTR), 치수 검사 보고서 및 표면 처리 인증서를 요구합니다.
대량 생산을 위한 다이캐스트, 지게차 드라이브트레인용 압출, 부식성 펌프 환경을 위한 특수 처리 등 잘 지정된 알루미늄 모터 하우징은 시스템 무게, 열 저항 및 총 소유 비용을 달성 가능한 최저 수준으로 유지하면서 수십 년간 안정적인 서비스를 제공합니다.

















